1、操作前要穿紧身防护服,袖口扣紧,上衣下摆不能打开,禁止戴手套,不得在开动的机床旁穿、脱换衣服,或围布于身上,避免机器绞伤。有必要戴好安全帽,辫子应放入帽内,不得穿裙子、拖鞋。2、机器开动前做好全部准备作业,虎钳设备使锯料中心坐落料锯行程中间。质料在虎钳上放成水平,与锯条成直角;若要锯斜视点料,则先把虎钳调整成所需视点,锯料尺度不得大于该机床最大锯料尺度。

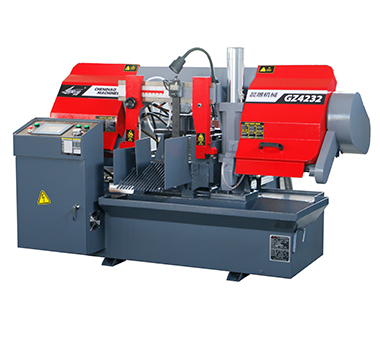
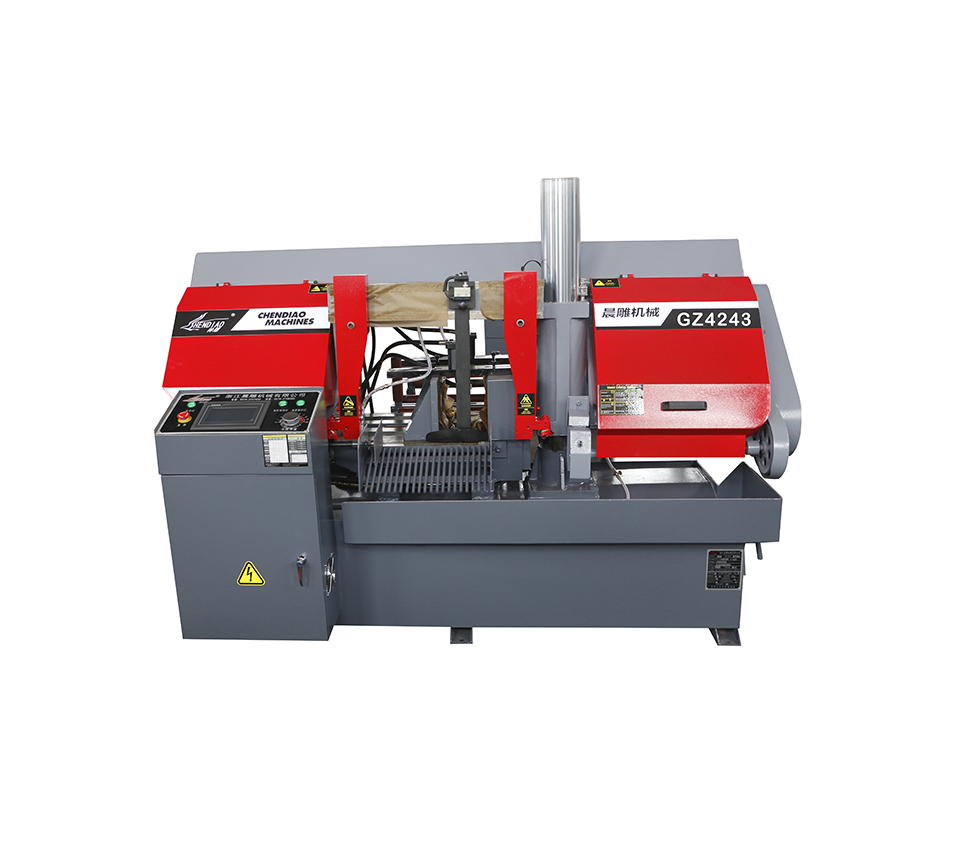
1、高效- -效率比弓锯床高5-8倍。2、节材- -由于锯口窄,端面不留加工余量,故每切割一平方米截面,比弓锯床节约88kg钢材。3、节能- -高效导致大幅节约能源,每工作一小时,比弓锯床节电3度,比圆锯床节电8度。4、完美解决大尺寸工件切断问题。带锯条可以适应任何尺寸工件的切断,带锯床在解决大尺寸工件切断问题时花费的成本极低。5、带锯床下料精确度高- -切割端面粗糙度可达Ra25-12.5,垂直度0.1mm,无需平端面工序。6、设备噪音低- -小于75dB。7、加工范围广- -适用于各种材质工件的切割。
选择质量上乘的锯条产品,选择时,一定跟生产商说明您的切割材料是什么,双金属带锯条供应商会给您建议用合适的锯条。现在带锯条市场,生产厂家已把锯条按切削金属的种类,大体分成铜铝有色带锯条、碳钢锯条、工具钢锯条、成捆小径材带锯条、薄壁管/轻质型材锯条等。在卧式带锯床上用合适的新锯条切削材料时,一定要经过磨合期,然后才能正常切割,只有这样才能避免过早引起锯齿损坏,同时降低使用的成本。